![[slidelist:title]](/upLoad/slide/month_2209/20220921095055367.gif)
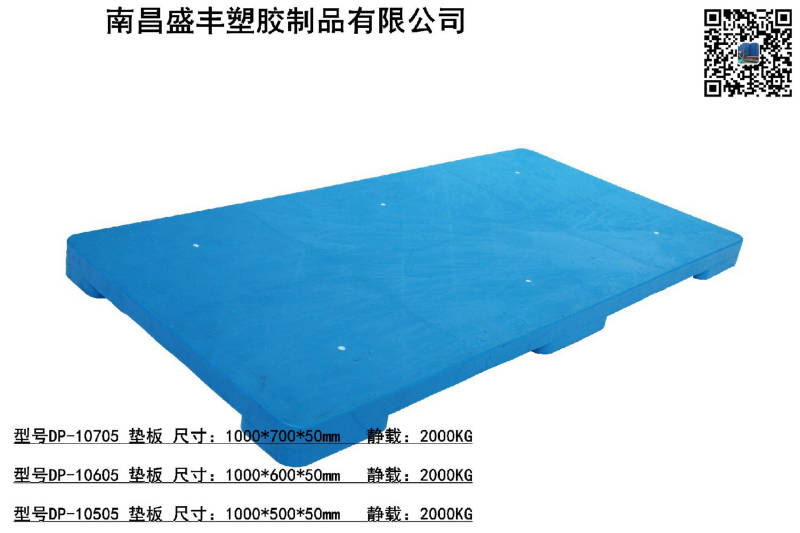

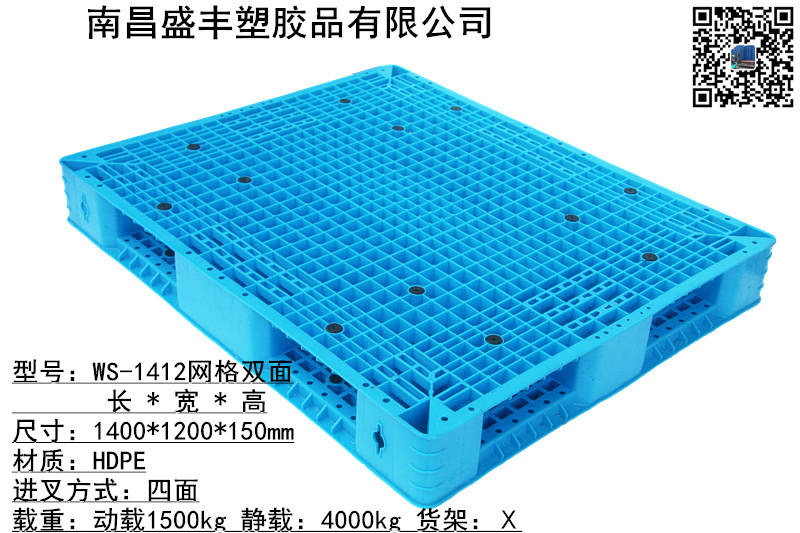
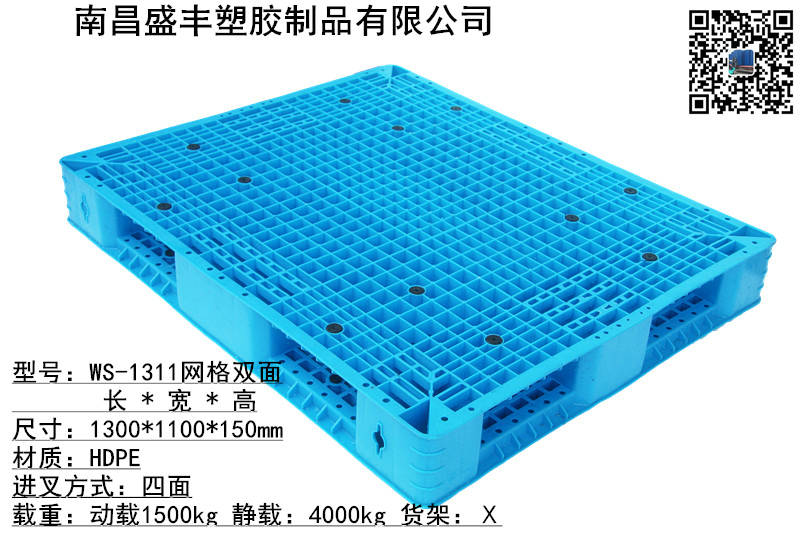
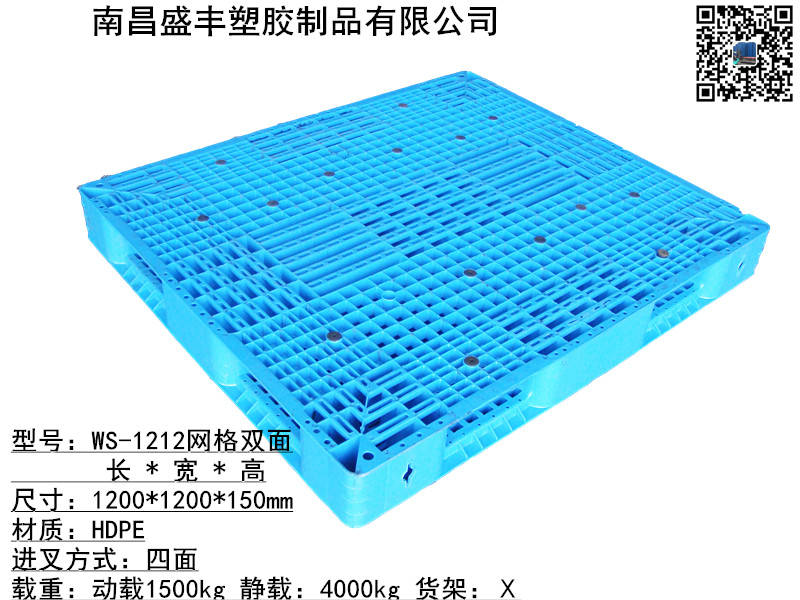
注塑托盤(pán)
發(fā)布時(shí)間:2022/9/21
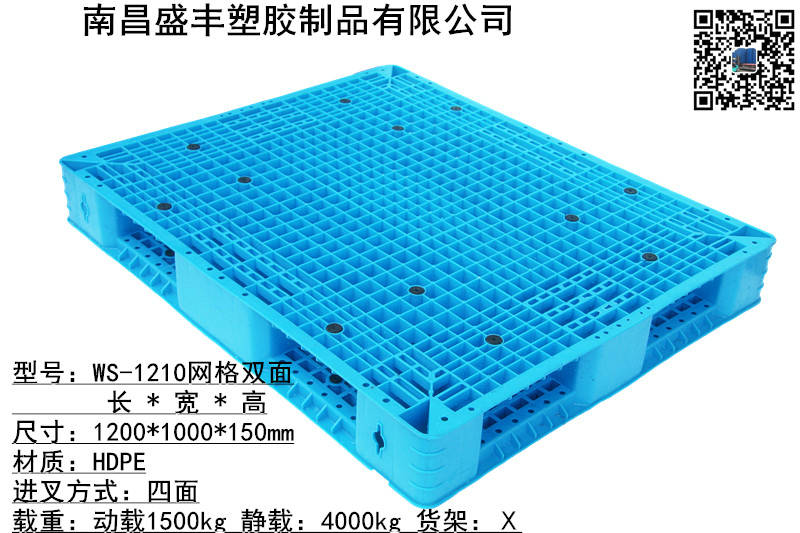
網(wǎng)格雙面托盤(pán)廠家
一、模具方面
(1)澆口太小,應(yīng)考慮調(diào)整澆口尺寸或增設(shè)輔佐澆口。
(2)分流道太小或裝備不當(dāng),應(yīng)盡量安排得平衡合理或添加分流道尺寸。
(3)模具結(jié)構(gòu)不良形成注塑周期反常。
二、設(shè)備方面
(1)機(jī)筒內(nèi)有死角或障礙物,簡(jiǎn)單促進(jìn)熔料降解。
(2)機(jī)器塑化容量太小,塑料在機(jī)筒內(nèi)塑化不充分;機(jī)器塑化容量太大,塑料在機(jī)筒內(nèi)受熱和受剪切作用的時(shí)刻過(guò)長(zhǎng),塑料簡(jiǎn)單老化,使制品變脆。
(3)頂出設(shè)備傾斜或不平衡,頂干截面積小或散布不當(dāng)。
三、質(zhì)料方面
(1)塑料托盤(pán)質(zhì)料混有其它雜質(zhì)或摻雜了不適當(dāng)?shù)幕蜻^(guò)量的溶劑或其它添加劑時(shí)。
(2)塑料再生次數(shù)太多或再生料含量太高,或在機(jī)筒內(nèi)加熱時(shí)刻太長(zhǎng),都會(huì)促進(jìn)制件脆裂。
(3)塑料自身質(zhì)量欠安,例如分子量散布大,含有剛性分子鏈等不均勻結(jié)構(gòu)的成分占有量過(guò)大;或受其它塑料摻雜污染、不良添加劑污染、塵埃雜質(zhì)污染等也是形成發(fā)脆的原因。
上一條:沒(méi)有了!